回流焊对于九游会j9官方网站-ag九游会j9官方网站行业来说一定不陌生,我们说加工的各种pcba板上的元件都是通过这种工艺焊接到线路板上的。这种设备的内部有一个加热电路,将空气或氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。其中回流焊的炉温对pcba板的好坏起决定性作用。今天深圳smt贴片厂英创立就和大家讲讲关于回流焊炉温曲线的一些知识。
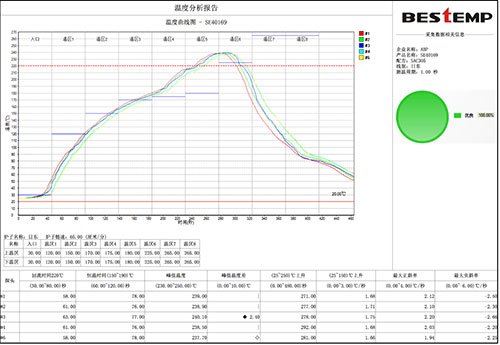
一、 什么是回流焊炉温曲线?
一个典型的温度曲线它分为预热、保温、回流和冷却四个阶段:
预热阶段:
该区域的目的是把常温pcb尽快加热,以达到第二个保温特定目标,但升温速率要控制在适当范围以内,如果过快,会产生热冲击,电路板和元件都可能受损。过慢,则锡膏助焊剂挥发不充分,影响焊接质量。一般规定最大速度为4℃/s。然而,通常上升速率设定为l℃/s〜3℃/s。典型的升温速率为2℃/s。
保温阶段:
温度从120v ~ 150v升至锡膏熔点的区域。保温段的主要目的是使各元件的温度趋于稳定,尽量减少温差。在这个区域里给予足够的时间使较大元件的 温度赶上较小元件的温度,并保证焊膏中的助焊剂得到充分挥发。到保温段结束,焊盘及元件引脚上的氧化物被除去,整个电路板的温度达到平衡。
回流阶段:
这区域里加热器的温度设置得最高。回流段其焊接峰值温度视所用焊膏的不同而不同,一般推荐为焊膏的熔点温度加20℃-40℃,无铅工艺峰值温度一般为235℃-245℃,再流时间不要过长,以防对smd造成不良影响。
冷却阶段:
这段中锡膏中的锡粉已经熔化并充分润湿,应该用尽可能快 的速度来进行冷却,这样将有助于得到明亮的焊点并有好的外形和低的接触角度。缓慢 冷却会导致电路板的更多分解而进入锡中,从而产生灰暗毛糙的焊点。在极端的情形下, 它能引起沾锡不良和减弱焊点结合力。冷却段降温速率一般为3℃/s,,冷却至75℃即可。
二、初步炉温设定
1.看锡膏类型,有铅还是无铅?还要考虑锡膏特性,焊膏是由合金粉末、糊状助焊剂均匀混和而成的膏体。焊膏中的助焊剂主要由溶剂、松香或合成树脂、活性剂及抗垂流剂四类原物质构成。
2.看pcb板厚度是多少?此时结合以上1、2点,根据经验就有个初步的炉温了。
3.再看pcb板材,具体细致设定一下回流区的炉温。
4.再看pcb板上的各种元器件,考虑元件大小的不同,特殊元件,厂家要求的特殊元件等方面,再仔细设定一下炉温。
5.还得考虑一下炉子的加热效率,因为当今回流炉有很多种,其加热效率是不一样的。
三、总结、炉温曲线的详细设定:
1.温度曲线的测量:
使用温度曲线测量仪是获得和建立可适用温度曲线的最佳方法,测量时必须使用已完全装配过的电路板,在电路板上仔细选择几个点,选择的点在热容、热传导及热吸收方面可能最有代表性(最大或最小),将测温传感器头粘附或用高温焊料焊接在选定的测量点上,然后将电路板送入回流炉中,通过测量仪提供的接口由计算机读取温度曲线,较为先进的测量仪可随电路板一起送入回流炉中,测量仪可将温度曲线存储在机内存储器中,在测量结束后由计算机或打印机读出。
2.温度曲线的分段简析最后得出合格的炉温曲线:
对任何焊膏来说并没有唯一的温度曲线,产品所提供的信息仅仅是工作步骤的指南,一种焊膏的温度曲线必须综合考虑焊膏、完全装配过的电路板和设备等因素,良好的温度曲线是不容易获得的,必须经过反复试验才能获得较为满意的结果。