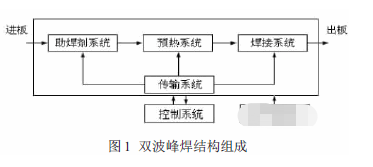
pcba加工中波峰焊焊接过程:治具安装→助焊剂系统→预热系统→一次波峰焊→二次波峰焊→冷却。
下面英创立电子分别介绍各步内容与作用:
一)治具安装
治具安装指是给待焊接的pcba安装支持的治具,可以限制基板在焊接时受热变形程度,防止因基板弯曲,液态锡波冒出板面;另外治具可以保护锡膏印刷贴片物料不被锡波冲掉。
二)助焊剂系统
助焊剂系统是保证焊接质量的第一个环节,主要作用是均匀的涂覆助焊剂,去除元件、焊盘表面的氧化层和防止焊接过程再氧化;起界面活性作用,改善液态焊锡对被焊金属表面的润湿。
三)预热系统预热系统的作用:1)助焊剂中的溶剂成份在预热区受热挥发,避免溶剂成份在经过高温液态锡面时炸裂,这个炸裂会产生锡粒,也就是我们通常说的小锡珠;2)产品在通过预热区时缓慢升温,可避免在焊接时骤然上升的热冲击瞬间对部件造成损坏;3)元器件经过预热区补温,不会因为自身温度较低大幅度降低焊点焊接温度,从而确保焊接在规定时间内达到焊接温度要求。预热温度设定一般在130℃–170℃,时间1-3min,预热温度控制可有效预防拉尖、假焊、锡珠、连锡,以及热冲击对元件的损坏,和pcb翘曲、变形、分层等问题。
四)焊接系统
焊接区一般为双波峰,在焊接时pcba先接触第一个波峰,再接触第二个波峰。第一个波峰由窄喷口喷出的湍流波峰,流速快,对焊件垂直压力大,对器件焊端较好的渗透性;对于焊接排布复杂、遮蔽效应有较大作用,向上喷射的锡波也可使焊接时产生的气体有效排出;有效减少了透锡不足、锡孔、漏焊等问题。
在经过第一个波峰时,由于焊接时间短,器件、治具、pcb散热等因素,一波峰焊接时存在连锡、锡多、焊接强度不足等问题。于是波峰二便起到作用,它的喷嘴较宽,锡波宽阔,流速缓慢,也称平流波,有利于形成充实的焊接,同时去除焊端过量的锡,达到焊接表面的焊锡良好润湿,修正了焊接面,消除了拉尖、连锡,达到了充实的焊接效果,确保了焊接的可靠性。
五)冷却系统
经过波峰焊接后,冷却有助于增强焊点结合强度的功能,产品温度降低同时也有助于炉后人员作业。